THIẾT BỊ GIA CÔNG KIM LOẠI TẤM

MÁY CÔNG CỤ – TRUNG TÂM GIA CÔNG
VỀ HAKUTA

Công ty Cổ phần Thiết bị Công nghiệp HAKUTA là Công ty thương mại và dịch vụ công nghiệp – nhà cung cấp tổng thể và chuyên nghiệp các thiết bị, giải pháp và công nghệ gia công kim loại cùng phụ kiện và phụ tùng tiêu hao phục vụ các ngành công nghiệp tàu thuỷ, công nghiệp cơ khí, công nghiệp ô tô, kết cấu thép, bồn bể – đường ống, hoá dầu, …
Với nhiều năm kinh nghiệm, chúng tôi tự hào là một trong những nhà cung cấp thiết bị công nghiệp hàng đầu Việt Nam, được tín nhiệm từ nhiều khách hàng, đối tác trong và ngoài nước. Các sản phẩm do HAKUTA đưa lên thị trường đảm bảo về nguồn gốc cùng chất lượng vượt trội.
HAKUTA – GIẢI PHÁP TỔNG THỂ, DỊCH VỤ CHUYÊN NGHIỆP.
lĩnh vực – ứng dụng

BỒN BỂ – ĐƯỜNG ỐNG

KẾT CẤU THÉP
GIA CÔNG KIM LOẠI TẤM
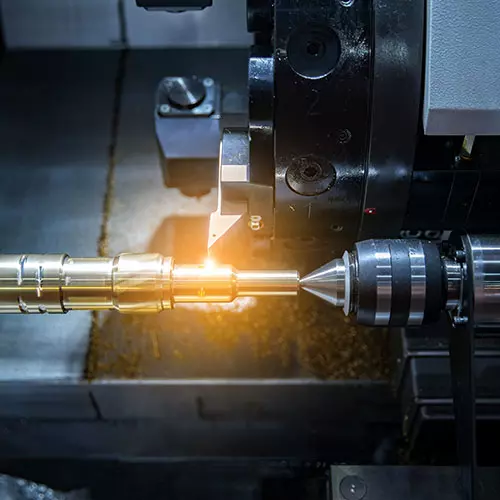
CƠ KHÍ CHÍNH XÁC

PHỤ TÙNG

DỊCH VỤ
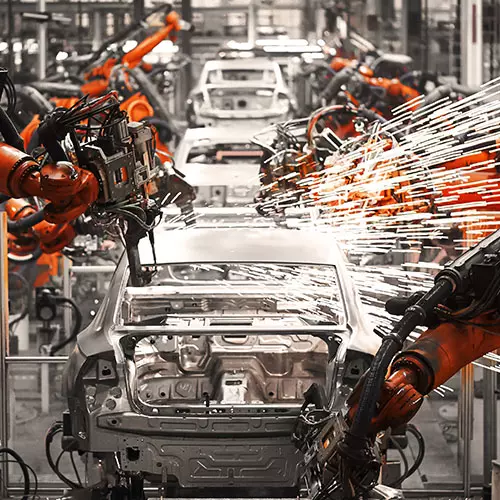
CÔNG NGHIỆP Ô TÔ

CÔNG NGHIỆP TÀU THỦY

HÓA DẦU

TRAO ĐỔI ÁP SUẤT – NHIỆT

NĂNG LƯỢNG

THIẾT BỊ NÔNG NGHIỆP
SẢN PHẨM TIÊU BIỂU

Thiết bị gia công kim loại tấm
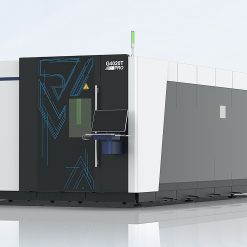
Máy cắt Laser CNC
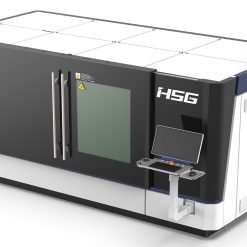
Máy cắt Laser CNC

Máy cắt Laser CNC

Máy cắt Laser CNC

Máy khoan, cắt, đột thép H-V-U
Máy khoan, cắt, đột mặt bích - thép tấm

Máy tiện
ĐỐI TÁC HAKUTA











HOẠT ĐỘNG – TIN TỨC