Máy cắt tôn thủy lực có sản phẩm cắt đạt yêu cầu khi điều chỉnh chính xác góc dao và khe hở lưỡi dao. Tùy theo các vật liệu và độ dày khác nhau của thép tấm.
Bên cạnh khoảng cách lưỡi cắt, góc cắt là một yếu tố quan trọng để có được sản phẩm tối ưu. Dao cắt máy cắt của Durma hỗ trợ kiểm soát độc lập khoảng cách lưỡi cắt và góc cắt.
Điều chỉnh khe hở lưỡi máy cắt thủy lực:
Độ hở của lưỡi cắt ảnh hưởng trực tiếp đến chất lượng bề mặt cắt và tuổi thọ của lưỡi cắt.
1. Khe hở lưỡi quá nhỏ:
Nói chung, khe hở tiêu chuẩn giữa lưỡi trên và dưới là 0,02mm. Tương đương với độ dày của một tờ giấy A4 thông thường.
Nếu khoảng hở lưỡi được điều chỉnh thành nhỏ:
• Lưỡi cắt chịu lực quá lớn sẽ làm tổn thương trực tiếp lưỡi cắt và làm cho lưỡi cắt không sắc bén.
• Bị ảnh hưởng bởi các yếu tố khác, sự lệch nhau của lưỡi cắt trên và dưới dẫn đến lưỡi cắt trên cắt lưỡi cắt dưới, gây nứt lưỡi cắt. Tình huống này rất dễ làm tổn thương người điều khiển.
2. Khe hở lưỡi quá lớn:
Đây cũng là một lỗi mà những người không chuyên thường mắc phải khi lắp lưỡi. Để tránh cho lưỡi cắt của máy xén va vào nhau. Chúng chỉ đơn giản là mở rộng khe hở, trên thực tế, điều này là không chính xác. Thông thường, nếu lưỡi của lưỡi dao cắt quá lớn:
– Kích thước tấm cắt bằng máy cắt không chính xác. Bên cạnh đó, trên lưỡi cắt sẽ có rất nhiều gờ kim loại, đặc biệt là để cắt các vật liệu kim loại tấm mỏng.
– Tấm kim loại sẽ bị kẹp bởi lưỡi dao trên và dưới và rất khó lấy ra. Điều này không chỉ làm mòn lưỡi dao mà còn có thể dẫn đến việc dừng máy cắt. Tuy nhiên, điều kiện này sẽ không rõ ràng để cắt tấm dày. Sau một thời gian dài sử dụng kéo, cần điều chỉnh khoảng cách giữa các lưỡi cắt.
Nói chung, chúng tôi khuyên bạn nên đặt khoảng hở lưỡi dao khoảng 10% chiều dày tấm kim loại
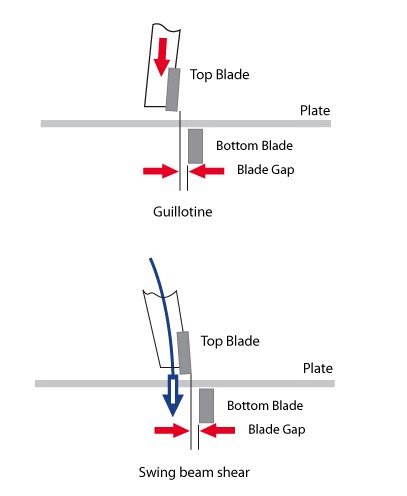
Lưỡi dưới được cố định trên máy cắt tôn thủy lực. Và độ hở của lưỡi chỉ có thể lấy lưỡi dưới làm cơ sở. Để điều chỉnh lưỡi trên nhằm đạt được độ hở của lưỡi lý tưởng. Khoảng hở tối thiểu nên được điều chỉnh trong khoảng 0,05-0,1 mm.
Chiều rộng cắt ít nhất đối với máy cắt thủy lực
Nó phải dày gấp ba lần như tấm mà không cần độ chính xác cắt. Nếu không, bề rộng tấm phải dày gấp sáu lần bề rộng tấm trong khi uốn. Nếu tấm cắt rộng hơn, độ biến dạng sẽ nhỏ hơn.
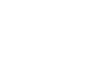
Góc cắt:
“Góc cắt” là góc của lưỡi cắt trên khi nó được đưa qua lưỡi cắt dưới. Góc này cho phép chỉ một phần nhỏ vật liệu thực sự được tiếp xúc với các lưỡi dao tại bất kỳ thời điểm nào. Do đó, làm giảm đáng kể lực cần thiết để cắt các chiều dài.
Lý tưởng nhất của máy cắt chất lượng là có góc cắt càng tối thiểu càng tốt. Thường là 1/4 ″ góc trên mỗi foot. Vì góc cắt quá lớn có thể gây ra hiện tượng Twist (phần bị cắt bị cong) hoặc Bow (phần bị cắt lăn thành vòng cung).
=> Xem ngay: Thao tác thực hiện trên màn hình điểu khiển máy cắt tôn được thực hiện bởi các nhân viên kỹ thuật của công ty Hakuta chúng tôi:
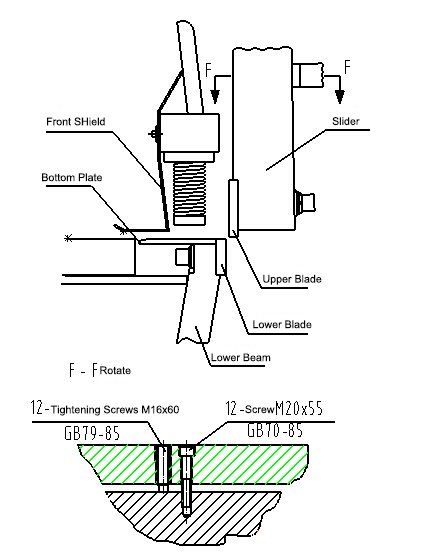
Mối quan hệ giữa góc cắt và lực cắt:
Máy cắt thủy lực Durma:
- Được thiết kế cho việc cắt tôn chính xác (± 0.05 mm)
- Là máy cắt thủy lực công nghệ tiên tiến, góc dao được điều chỉnh chính xác trong phạm vi 0° 30′ ~ 2°30′.
- Cắt chính xác và hiệu quả. Máy dễ sử dụng và phù hợp với mọi công việc cắt.
- Bằng cách nhập các thông số cắt cần thiết. Mọi công đoạn điều chỉnh tham số cắt sẽ do máy đảm nhiệm và thực hiện một cách tự động.
- Thân máy kết cấu thép vững vàng
- Dao cắt bằng vật liệu hợp kim thép đặt biệt, nhiệt luyện phù hợp Tiêu chuẩn an toàn đáp ứng CE
- Kết hợp giữa kinh tế và chất lượng
- Góc dao và khe hở dao điều khiển tự động bằng CNC
- Màn hình cảm ứng, dễ sử dụng
- Hoàn hảo từ vật liệu mỏng đến dày, bàn cắt lớn hay bé
- Tự động nâng cữ đo tôn để cắt được bàn rộng hơn
- Tay đỡ trước thuận tiện
- Khe chữ T trên tay đỡ trước
- Bàn đỡ phôi có bi để vận đưa phôi vào dễ dàng
=> Xem thêm hình ảnh thực tế: Lắp đặt máy chặt tôn thủy lực Durma VS6016 tại Thạch Thất – tp. Hà Nội
Nhân viên Kinh doanh Máy móc Công ty cổ phần thiết bị công nghiệp Hakuta là những chuyên gia về máy cắt. Có thể hỗ trợ bạn lựa chọn loại máy cắt tốt nhất phù hợp cho ứng dụng và ngân sách của bạn.