
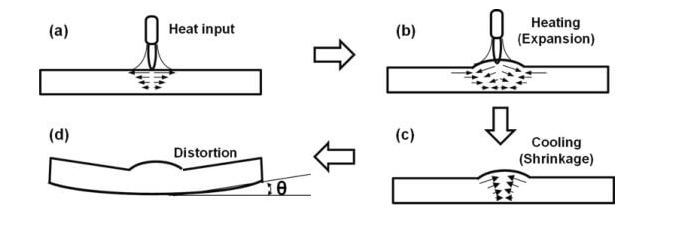
Trong xây dựng kỹ thuật kết cấu thép, biến dạng hàn ảnh hưởng trực tiếp đến quá trình lắp đặt và chức năng. Trong quá trình sản xuất dầm H, mặt bích dầm H thường tạo ra biến dạng sau khi hàn SAW do nhiệt đầu vào, do mômen uốn bổ sung và ứng suất phụ được tạo ra trong quá trình chịu lực, hiệu suất phục vụ của kỹ thuật kết cấu thép bị ảnh hưởng gián tiếp, do đó việc kiểm soát biến dạng hàn là rất quan trọng.
Tại sao lại dầm H lại bị biến dạng?
Độ cứng của kết cấu thép chắc chắn là một trong những yếu tố chính ảnh hưởng đến biến dạng hàn. Độ cứng của kết cấu thép chủ yếu là khả năng chống biến dạng của kết cấu như uốn và kéo dài, và độ cứng của kết cấu thép phụ thuộc chủ yếu vào thép Kích thước của kết cấu, hình dạng mặt cắt ngang. Ngoài ra, vị trí và số lượng mối hàn cũng ảnh hưởng đến mức độ và tình trạng biến dạng mối hàn ở một mức độ nhất định.
Khi độ cứng của kết cấu thép không thể đạt được một tiêu chuẩn nhất định, vị trí đối xứng của kết cấu thép được sử dụng làm mối hàn. Nếu trình tự hàn hợp lý, cấu trúc chỉ có thể tạo ra biến dạng tuyến tính và không thể tạo ra biến dạng uốn. Cuối cùng, quá trình hàn cũng ảnh hưởng đến mức độ biến dạng hàn ở một mức độ nào đó. Ví dụ, khi dòng điện hàn lớn và tốc độ hàn chậm sẽ gây ra biến dạng hàn nghiêm trọng hơn. Vì lý do này, trong quá trình hàn kết cấu thép, chúng ta phải tùy chỉnh các biện pháp và phương pháp quy trình hàn khách quan và hợp lý.
Cách kiếm soát biến dạng của dầm H
Theo nguyên nhân và ảnh hưởng của biến dạng hàn, các biện pháp sau đây có thể được thực hiện để kiểm soát biến dạng:
- Giảm diện tích mặt cắt ngang của mối hàn: với tiền đề là mối hàn còn nguyên vẹn và không có khuyết tật quá mức, kích thước rãnh (góc và khe hở) càng nhỏ càng tốt.
- Đối với thép có cường độ chảy dưới 345mpa và độ cứng kém, sử dụng đầu vào nhiệt nhỏ, không làm nóng trước càng nhiều càng tốt hoặc giảm nhiệt độ làm nóng trước và nhiệt độ giữa các lớp một cách thích hợp: ưu tiên các phương pháp hàn với đầu vào nhiệt nhỏ, chẳng hạn như hàn khí CO2
- Hàn nhiều lớp sẽ được áp dụng cho hàn tấm dày thay vì hàn một lớp càng xa càng tốt
- Trong điều kiện đáp ứng các yêu cầu thiết kế, phương pháp hàn gián đoạn có thể được áp dụng để hàn các thanh gia cố dọc và gia cường ngang
- Khi cả hai mặt có thể được hàn, rãnh đối xứng hai mặt sẽ được sử dụng và trình tự hàn đối xứng với trục trung tính của thành viên sẽ được sử dụng trong quá trình hàn nhiều lớp
- Khi độ dày của tấm nối chữ T lớn, nên sử dụng mối hàn giáp mép vát góc
- Khống chế biến dạng góc sau hàn bằng phương pháp chống biến dạng trước khi hàn
- Kiểm soát biến dạng sau hàn bằng cách cố định đồ gá cứng
Phương pháp chiều dài dự trữ thành viên được sử dụng để bù biến dạng co ngót dọc của mối hàn. Ví dụ: 0,5mm-0,7mm có thể dành cho mối hàn dọc của thép hình chữ H trên một mét chiều dài và 0,5mm có thể dành cho chiều dài của thép hình tương ứng với mỗi cặp thanh ngang. Phương pháp chu vi dành riêng được sử dụng để bù biến dạng co ngót dọc và ngang của mối hàn của các thành viên ống hình trụ. Nếu độ dày tấm lớn hơn 10 mm, chu vi 2,0 mm được dành riêng cho mỗi mối hàn dọc và chu vi
Đối với sự biến dạng của các bộ phận dài, chủ yếu phụ thuộc vào việc cải thiện độ phẳng của các tấm và độ chính xác lắp ráp của các bộ phận để làm cho góc rãnh và khe hở chính xác, và hướng hồ quang hoặc căn chỉnh chính xác, để biến dạng góc hàn phù hợp với biến dạng dọc của mặt bích và bản dọc theo chiều dài của các thành viên
Số lượng và kích thước của các mối hàn phải được giảm thiểu trong thiết kế; Các mối hàn phải được bố trí hợp lý. Ngoài việc tránh các mối hàn dày đặc, vị trí của các mối hàn phải càng gần trục trung tính của bộ phận càng tốt và việc bố trí các mối hàn phải đối xứng với trục trung tính của bộ phận.
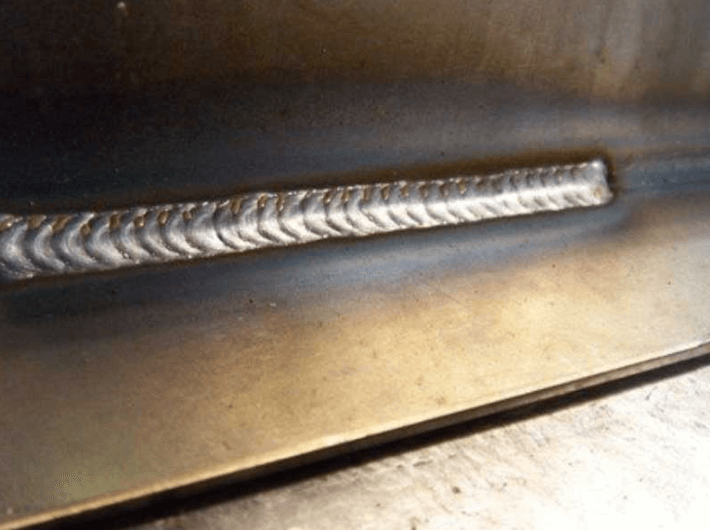
Tiêu chuẩn mối hàn kết cấu thép và phương pháp thử
Thử siêu âm và chiếu tia xuyên qua (Gama, Rơnghen).Kiểm tra mối hàn bằng siêu âm hoặc chiếu tia xuyên qua nhằm phát hiện những khuyết tật bên trong mà mắt thường không nhìn thấy được. Việc kiểm tra bằng siêu âm phải thực hiện theo các yêu cầu trong tiêu chuẩn TCVN 1548- 1987. Kiểm tra không phá hủy mối hàn.
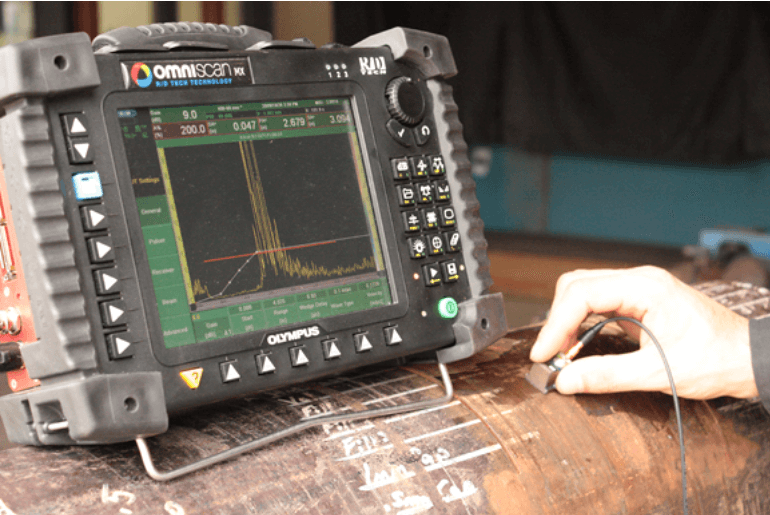
Phương pháp siêu âm
Với khả năng xuyên thấu và độ nhạy cao, Kiểm tra siêu âm (UT) đã được sử dụng rộng rãi trong NDT kết cấu thép cho đến nay, không chỉ nhờ khả năng phát hiện cả các khuyết tật sâu, bên trong mà còn nhờ độ nhạy và khả năng xác định các khuyết tật cực kỳ nhỏ. .
Một máy phát gửi siêu âm qua một bề mặt và một máy thu riêng biệt phát hiện lượng âm thanh đã truyền tới nó trên một bề mặt khác sau khi truyền qua vật liệu. Thông thường, các sóng siêu âm có dải tần từ 0,1-15-50 MHz được truyền đi và các khuyết điểm được phát hiện bằng cách giảm lượng âm thanh được phát hiện.
Tuy nhiên, với độ phức tạp hình học ngày càng tăng của các thành phần thép mới, UT tiêu chuẩn đã đạt đến giới hạn hoạt động của nó. Khả năng cơ động bị hạn chế do các góc cố định của nó cản trở UT trong việc định vị, ví dụ, các khuyết tật trong các góc hẹp và cấu hình khó xử.
Các thiết bị NDT công nghiệp mới cho phép quét linh hoạt hơn và thăm dò sâu hơn là cần thiết và có khả năng được thực hiện bằng sự kết hợp của các kỹ thuật hình ảnh siêu âm và lấy nét tiên tiến như siêu âm mảng theo pha (PA), một phương pháp kiểm tra siêu âm tiên tiến.
Thay vì quét vật lý theo một hướng cố định qua một khu vực quan tâm bằng cách sử dụng đầu dò thông thường, hình ảnh PA sử dụng chùm tia bao gồm nhiều phần tử, mỗi phần tử có thể được tạo xung riêng lẻ bằng cách sử dụng thời gian do máy tính tính toán.
Chùm tia có thể được hội tụ và quét điện tử mà không cần di chuyển đầu dò. “Mảng” đề cập đến nhiều phần tử, trong khi “theo từng giai đoạn” đề cập đến thời gian. Đầu dò PA bao gồm một số đầu dò siêu âm nhỏ có thể phát xung độc lập.
Các mẫu giao thoa mang tính xây dựng và dữ liệu kết quả được sử dụng để xây dựng hình ảnh mô tả các lát cắt qua một mẫu thép được tạo ra. Hoạt động ở một triệu điểm dữ liệu trên mỗi khung hình, đầu dò PA cho phép thực hiện nhiều góc độ trong một giai đoạn thử nghiệm duy nhất, mang lại phạm vi phát hiện lớn hơn và phát hiện nhiều sai sót hơn. Triển khai trong việc phát hiện ăn mòn và điều tra chất lượng của các mối hàn là một trong những ứng dụng phổ biến nhất của PA.
Trình tự hàn hợp lý phải được áp dụng trong quá trình hàn lắp ráp các bộ phận có nhiều mối hàn hoặc lắp đặt các công trình kết cấu thép
1 Số sản phẩm hàn dây chuyền kết cấu thép do Công ty Hakuta cung cấp
Các sản phẩm chính của Zhouxiang: Dây chuyền sản xuất dầm H, Máy lắp ráp dầm H, Máy hàn dầm H kiểu giàn, Máy nắn dầm chữ H, Máy hàn dầm chữ H thẳng 3 trong 1, Dây chuyền sản xuất dầm ngang H, Dây chuyền sản xuất dầm hộp, Cắt plasma CNC máy, Máy phay mặt đầu, Máy phay cạnh, Máy khoan CNC, Máy phun bi, Máy hàn, Máy định vị hàn, Máy quay hàn, Máy cán tấm, Máy uốn định hình, Máy cắt laser sợi quang, Máy hàn laser sợi quang cầm tay.


Hakuta là một công ty hàng đầu trong lĩnh vực cung cấp thiết bị công nghiệp và giải pháp gia công tại Việt Nam. Trải qua hơn 12 năm hoạt động, Hakuta đã xây dựng được danh tiếng vững chắc và được công nhận bởi khách hàng trong ngành công nghiệp. Với tầm nhìn và cam kết mang đến những giải pháp và dịch vụ tối ưu nhất cho khách hàng, Hakuta đã không ngừng nâng cao năng lực và mở rộng phạm vi hoạt động.