Máy cắt laser có nhiều ưu điểm vượt trội nên ngày càng được ứng dụng phổ biến trong nhiều lĩnh vực. Để sử dụng máy cắt laser tốt nhất yêu cầu nhiều yếu tố kỹ thuật cũng như kinh nghiệm của người vận hành. Trong bài viết này, HAKUTA sẽ giải đáp những thắc mắc về thông số cắt laser cũng như cách điều chỉnh chỉ số này.
Thông số cắt laser là gì?
Thông số cắt laser được hiểu là tốc độ cắt mét/phút (tương ứng với nguồn laser fiber IPG từ 500-4000W). Với mỗi vật liệu khác nhau, độ dày khác nhau thì sẽ có các thông số khác nhau. cho các vật liệu phổ biến. Các vật liệu cắt phổ biến như inox (thép không gỉ), thép đen (thép cacbon), nhôm, đồng thau (hợp kim đồng-kẽm), đồng đỏ,…
Thông số cắt laser cho một số loại vật liệu
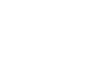
Lưu ý: các thông số cắt laser fiber (Laser sợi quang) dưới đây chỉ là số liệu tham khảo. Mặc dù cũng dựa theo thực tế nhưng vẫn sẽ có những khác biệt phụ thuộc vào các yếu tố như: đặc tính phôi, độ sạch khí cắt, loại khí cắt và chủng loại máy laser fiber,… Vì vậy, trong quá trình máy hoạt động, kỹ thuật viên nên giám sát và kiểm tra các bản khắc để kịp thời điều chỉnh.
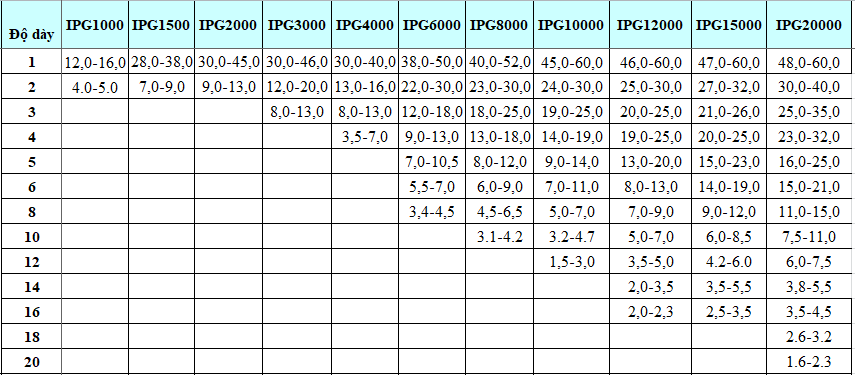
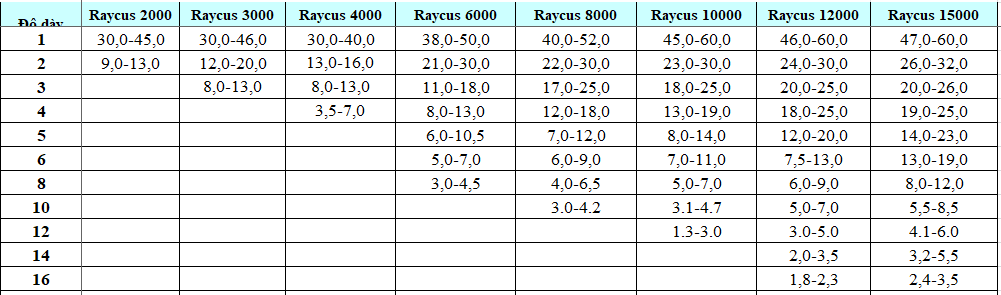
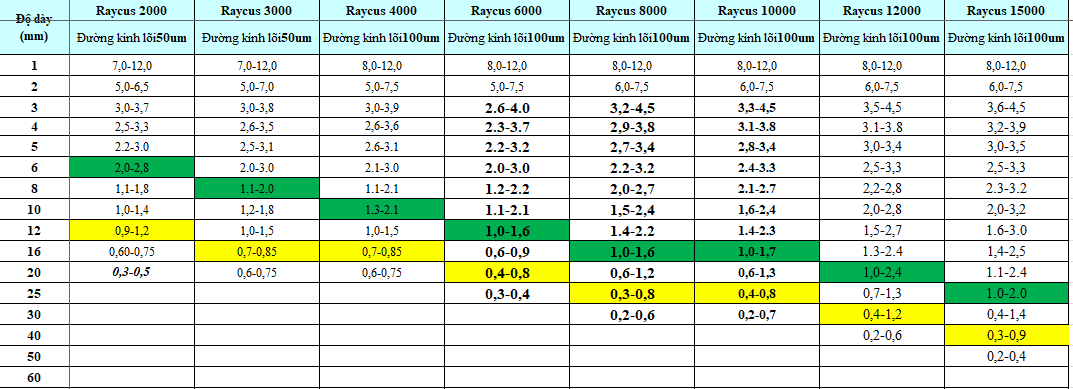
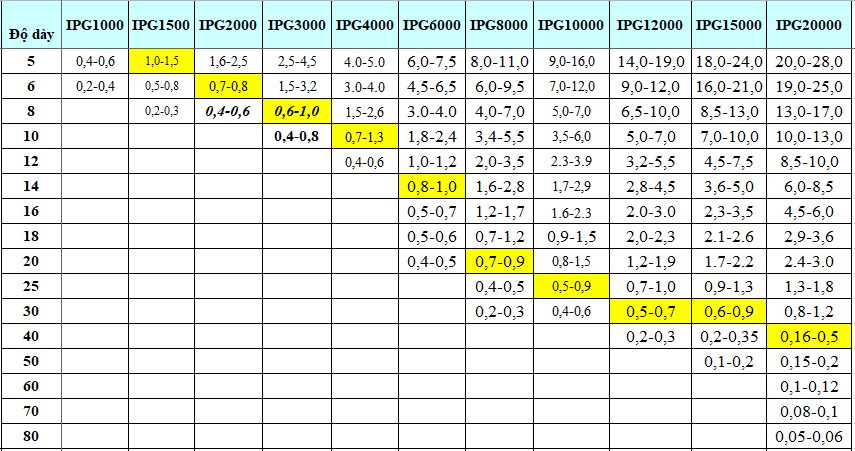
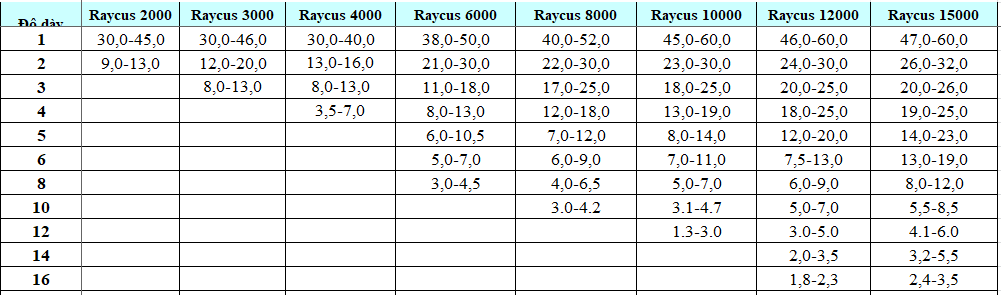
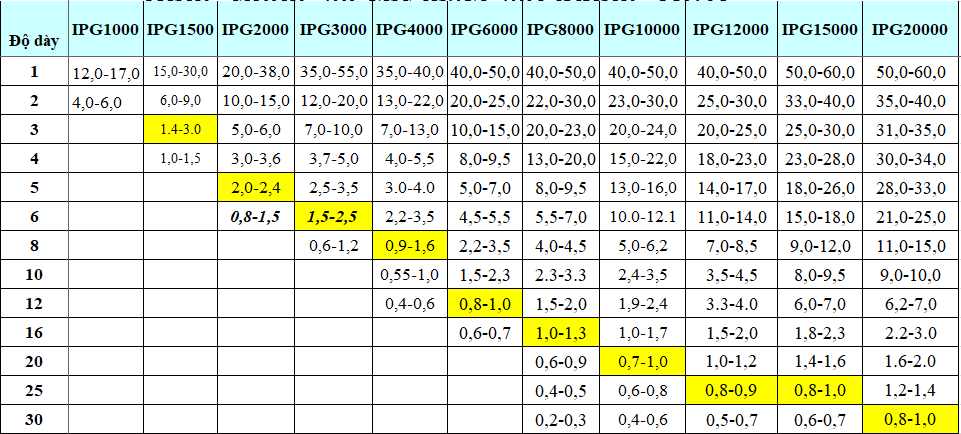
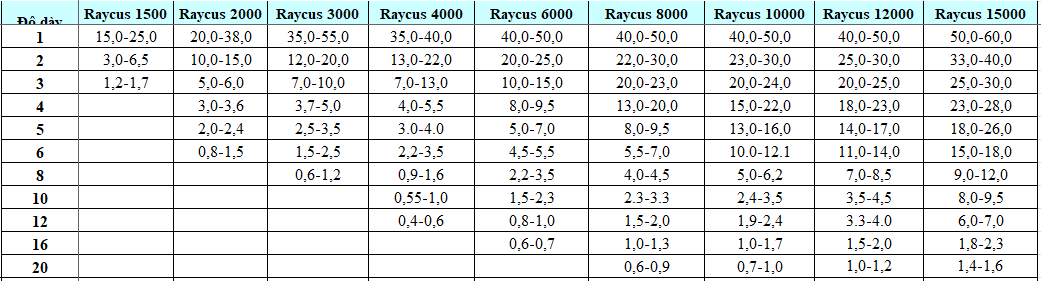
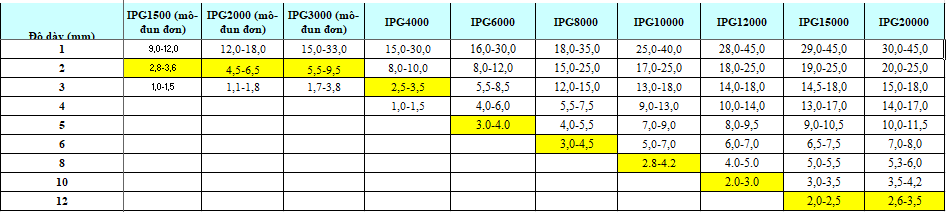
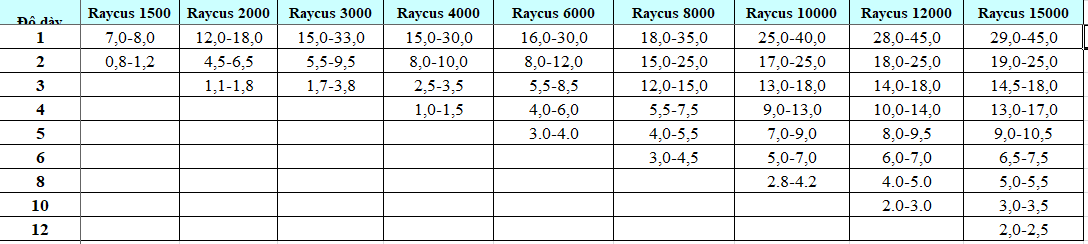
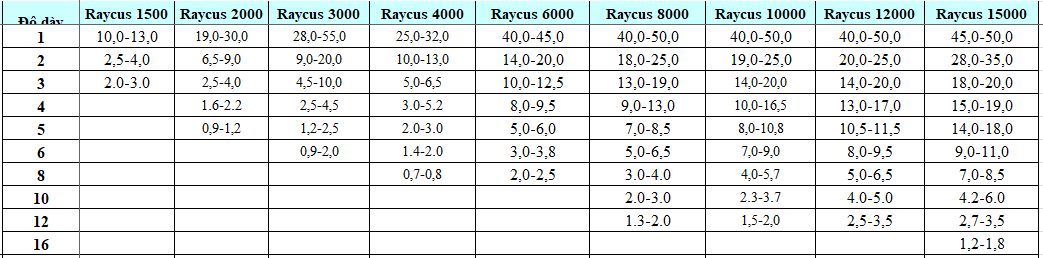
Thông số nguồn cắt cho 2 loại nguồn Raycus và IPG
Thông số cắt laser cho thép đen (thép cacbon)
Máy cắt laser sợi quang có thể cắt được thép tấm có độ dày lên đến 25mm. Đối với thép tấm mỏng, máy cắt có thể cắt được rãnh 0,1mm.
Thông số cắt laser cho thép không gỉ
Điều chỉnh thông số laser cho hợp kim nhôm
Thông số cắt laser cho đồng
Với đồng và đồng thau, thì cả hai vật liệu này đều có dẫn nhiệt rất tốt và độ phản xạ cao.
- Đồng thau có độ dày từ 1mm trở xuống có thể được cắt bằng khí phụ nitơ; độ dày từ 2mm trở xuống có thể được cắt bằng khí phụ oxy.
- Chỉ khi hệ thống được có thiết bị hấp thụ phản xạ mới có thể cắt phôi đồng và đồng thau. Nếu không, tính phản xạ sẽ phá hủy các linh kiện quang học của máy cắt laser.
Thông số cắt laser cho đồng thau
Tương tự như đồng thì nhôm cũng có tính phản xạ và độ dẫn nhiệt tốt. Tuy nhiên nhôm có độ dày từ 6mm trở xuống vẫn có thể cắt/khắc bằng máy cắt laser, tùy thuộc vào công suất máy cắt và loại phôi hợp kim.
Khi cắt bằng oxy, bề mặt sản phẩm cắt sẽ vừa cứng vừa thô. Do đó nên sử dụng thêm khí phụ nitơ để hỗ trợ bề mặt cắt nhắn và sắc nét hơn.
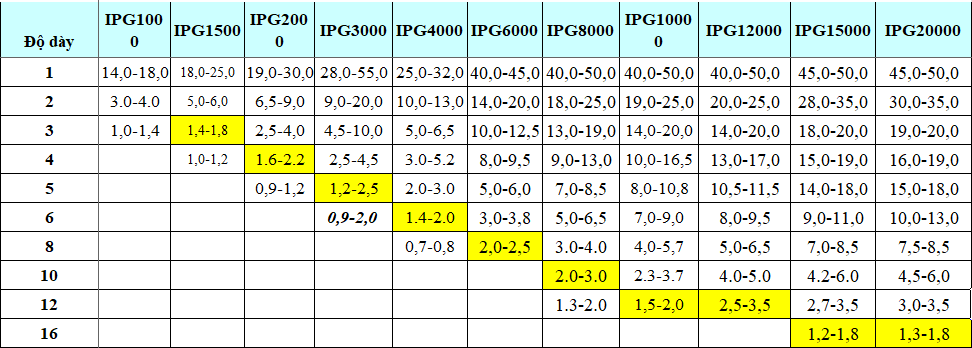
Lưu ý: Nhôm tấm nguyên chất có độ hấp thụ tia laser không cao, dẫn đến phản xạ lại tia laser sẽ làm ảnh hưởng đến bép cắt và kính bảo vệ. Tia laser bị phản xạ ngược lại sẽ tác động đến máy cắt – làm hỏng các linh kiện quang học. Do đó, cần phải trang bị thêm cho máy cắt thiết bị hấp thụ phản xạ.
Cài đặt thông số cắt laser của máy laser sợi quang
Các thông số bao gồm tốc độ cắt, khí cắt, công suất,… Cắt laser phân tích hiệu quả và chất lượng, bên cạnh đó là xét đến các yếu tố tác động khác.
Tốc độ cắt
Đầu laser có thể di chuyển theo hình dạng chi tiết theo đơn vị thời gian. Tốc độ cắt laser càng cao, thời gian cắt càng ngắn thì hiệu quả hoạt động càng cao. Tuy nhiên, khi các thông số khác được cố định, cắt laser không liên quan tuyến tính đến chất lượng cắt. Tốc độ cắt hợp lý nằm trong một phạm vi.
Công suất đầu ra laser
Được hiểu là năng lượng đầu ra của hệ thống laser, thể hiện khả năng làm tan chảy vật liệu của chùm tia laser theo đơn vị thời gian.
Vị trí tiêu điểm
Đầu laser cuối cùng tập trung vào điểm có mật độ công suất cao nhất thông qua thấu kính. Đường kính tiêu điểm tỷ lệ với độ sâu tiêu cự. Trọng tâm của máy cắt laser fiber là thiết lập độ dày theo từng vị trí khác nhau. Chất lượng cắt của tia laser liên quan đến chùm tia laser và đặc tính của hệ thống hội tụ chùm tia laser.
Áp suất của khí cắt
Áp suất thích hợp có thể giúp tăng tốc độ cắt laser và áp suất khí phụ cũng ảnh hưởng đến hiệu quả cắt. Nếu độ dày của vật liệu cắt laser tăng lên hoặc tốc độ cắt chậm, áp suất khí phải phù hợp giảm. Cắt bằng áp suất không khí thấp hơn có thể ngăn chặn tình trạng đóng băng.
Khoảng cách vòi phun laser
Tia laser hội tụ được chiếu vào bề mặt của chi tiết thông qua một vòi phun bằng đồng. Khoảng cách vòi phun laser là khoảng cách giữa chi tiết gia công và vòi phun laser, được đo dựa trên lưu lượng và áp suất. Khoảng cách thích hợp trong khoảng 0.8 – 1mm. Tùy vào các loại vật liệu với độ dày khác nhau để chọn loại đầu phun khác nhau.
Bài viết trên đây đã giải đáp những thắc mắc về thông số cắt laser cũng như đưa ra những thông số tham khảo. Trong quá trình khắc, cắt, người vận hành nên quan sát để điều chỉnh các thông số cho thật phù hợp. Nếu bạn cần thêm thông tin về sản phẩm, vui lòng lên hệ với HAKUTA.